
液壓油缸缸筒加工工藝
2、在普通車床上(臥式)上將無縫鋼管以外圓找正,一端適當(dāng)位置處加工中心架口,當(dāng)缸筒長度尺寸大于 1500mm時加工兩中心架口,架口位寬應(yīng)超過 80mm,深度車圓為止。
3、上中心架,以中心架位為基準(zhǔn)準(zhǔn)找正,平中心架側(cè)端面,車出與深孔鏜卡盤錐盤和授油器錐盤錐度相符的外錐面,粗造度 3.2um。錐度 15°。如下圖所示:
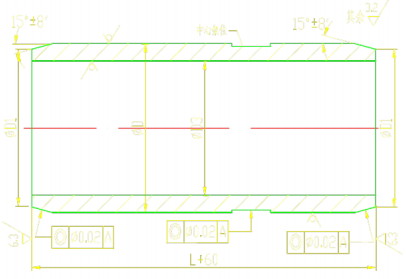
圖中:Φ D 為缸筒外徑;Φ D1 為深孔鏜錐盤小端尺寸;
ΦD3 為缸筒內(nèi)徑; L 為缸筒長度
(注:此圖為不焊接法蘭、耳軸缸筒加工圖,如需焊接應(yīng)按工藝圖加工 )最后平工件卡盤側(cè)端面。如下圖所示:要求:兩錐面、中心架位必須保證同軸度。
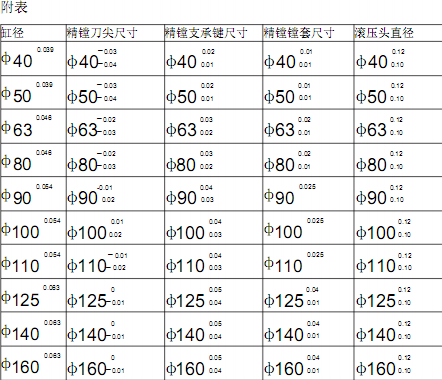
4、粗鏜:更換深孔鏜粗鏜導(dǎo)向套,將工件裝上深孔鏜,用對刀規(guī)調(diào)整粗鏜刀尖尺寸,用千分尺調(diào)整導(dǎo)向塊、支承鍵尺寸,并核對鏜頭導(dǎo)向塊,支承鍵是否分布在相應(yīng)同一圓周上, 否則將其加分別加工至同一圓周:鏜刀尺寸調(diào)整為Φ D;導(dǎo)向塊Φ D 03 . 001 . 0;支承鍵調(diào)整至比粗鏜導(dǎo)向套內(nèi)徑大 0.02~0.03mm。用對刀規(guī)檢查鏜刀、導(dǎo)向塊,并確定刀尖應(yīng)在導(dǎo)向塊軸向位置前面 2mm 左右(注:Φ D 為導(dǎo)向套公稱寸) 。粗鏜走刀量 S=0.4~0.5m/r,轉(zhuǎn)速 V=40m/min,切削液量調(diào)整至最大。
5、半精鏜:更換深孔鏜半精鏜導(dǎo)向套,用千分尺調(diào)整導(dǎo)向塊、支承鍵尺寸,并核對鏜頭導(dǎo)向塊,支承鍵是否分布在相應(yīng)同一圓周上,否則將其分別加工至同一圓周:導(dǎo)向塊、支承鍵尺寸,鏜刀尺寸調(diào)整為ΦD;導(dǎo)向塊Φ D 03 . 001 . 0;支承鍵調(diào)整至比半精鏜導(dǎo)向套內(nèi)徑大0.02~0.03mm。用對刀規(guī)檢查鏜刀、導(dǎo)向塊,并確定刀尖應(yīng)在導(dǎo)向塊軸向位置前面 2mm左右(注:ΦD 為導(dǎo)向套公稱尺寸)。半精鏜走刀量 S=0.4~0.5m/r,轉(zhuǎn)速 V=40m/min,切削液量調(diào)整至最大。半精鏜內(nèi)孔留余量 0.4~0.5mm,并保證內(nèi)孔直線度及同軸度度≤ 0.03mm,粗造度為 6.3um,為浮動鏜提供條件。
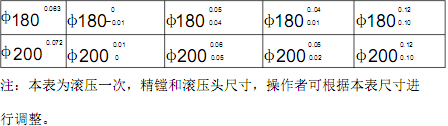
6、浮動鏜:沖洗干凈內(nèi)孔污漬,更換精鏜導(dǎo)向鏜,用千分尺調(diào)整刀尖、支承鍵尺寸, 并核對鏜頭支承鍵是否布在同一圓周上,否則將其加工至同一圓周::浮動鏜刀、支承鍵調(diào)整尺寸參照附表。S0.5~1mm/r,V=40m/min,t≥0.03mm。切削液量調(diào)整至一般。加工后保證孔表面粗造度 3.2um以下,浮動鏜保證滾壓前的幾何尺寸及表面光潔度。
7、滾壓:上滾壓頭,調(diào)整滾壓頭尺寸見附表,缸筒內(nèi)壁清洗干凈,然后進(jìn)行滾壓工序。 S=0.6~1.5mm/r,V=25~60m/min,切削液量調(diào)整至最小(單泵),退刀時調(diào)整切削液量至最大。
8、檢查缸筒尺寸精度及內(nèi)表面粗造度。
9、按缸筒成品圖長度尺寸加工缸筒。
- 上一篇:制造油缸缸筒的液壓油缸用管的常用材料 2020/8/23
- 下一篇:用液壓油缸用管加工油缸缸體的工藝流程 2020/8/23
