
2400mm內徑18mm壁厚Q235B材質鋼管護加工方法
4)多層多道焊時 ,各層各道間的熔渣必須徹底清除干凈。
5)焊接時嚴禁在母材的非焊縫部位打火引弧。
6)焊材按規定進行烘烤、存放,使焊材保持清潔干燥。
7)鋼板焊接全部采用雙面滿焊。
5.校圓
鋼護筒內徑 2.4m,對焊完的管節進行檢驗,橢圓度超標(大于 D/100或 20mm )的進行校圓,校圓通過輥床卷板機滾壓完成,以保證每節管節的圓度,焊接 完成,用直徑 2cm長 2.38m 的竹竿后進行精確自檢圓度,偏差較大通過千斤頂配合鋼棒進行上頂校正 。校圓結束后,在鋼管內部每 2m加設 28 螺紋鋼筋臨時十字支撐,以免吊裝和運輸過程中導致管樁變形。
6.管節接長
管節接長在平整的胎架上進行,將數節管節對接成 12m/節的護筒; 焊接前先調正軸心,護筒兩端扯十字線定出護筒中心,兩端圓心扯一條直線,通過尺子尺量多部位護筒實際半徑, 與設計 2.4m對比,通過調整調正軸心。相鄰管節縱焊縫要按設計要求錯開 90 度,然后再焊接,護筒頂和底加焊一圈 20cm高加勁肋,節與節相連處,加焊 6 塊 20*20cm加勁肋版,焊接并應符合下列要求:
Ⅰ. 上部的浮銹和油污必須清除,保持干燥;
Ⅱ.上下節護筒焊接時應校正垂直度,對口的間隙為 2~3mm ;
Ⅲ. 焊條應烘干,焊接一端引弧,弧坑應填滿。焊接接頭的焊縫表面應平順,無缺口、裂紋和較大的金屬焊瘤。
Ⅳ.氣溫低于 0℃或雨雪天,無可靠措施確保焊接質量時不得焊接;
Ⅴ.接頭焊接完畢應冷卻 1min 后方可錘擊 ;
Ⅵ. 焊 接 質 量 應 符合 國 家 現 行 的《 鋼 結 構 施工 與 驗 收 規 范》(GB50205-2003 )和《建筑鋼結構焊接規程》( JGJ81)。
7.質量檢驗
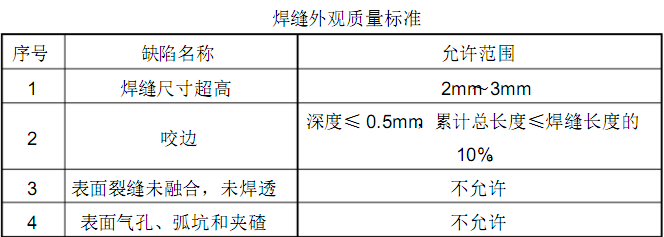
1)外觀檢查:外觀檢查要符合下表要求:
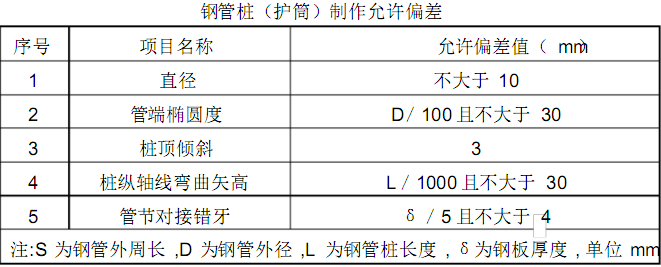
2)鋼管樁(護筒)制作偏差不得超過下表要求。
- 上一篇:鋼護筒工程施工步驟 2020/8/27
- 下一篇:鋼護筒沉入和起拔施工方法 2020/8/27
